
























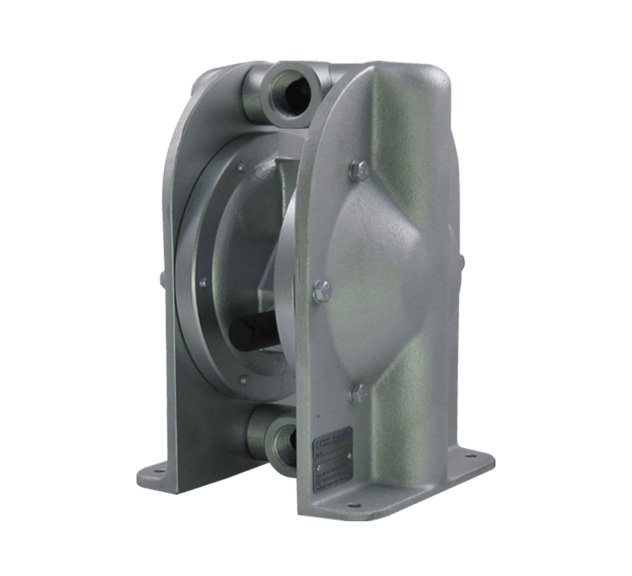
Plastic Diaphragm Pump

Max. Flow:
49m³/hr
Max. Head:
80m
Max. Temp:
100°C
Material:
Plastic

Application/Industry

Industrial

Hygienic

Chemical

Food & Beverage

Wastewater

Cosmetic

Surface Treatment

SLES

Shear Sensitive

Oil & Gas

Pharmaceutical

Pulp & Paper

ATEX Pumps
BACK

World of Tapflo



Our Diaphragm Pump with rupture detection is ideal for various hazardous applications, like chemicals, where it is important to catch a rupture quickly. This pump is specially constructed to include a control system that detects the rupture to avoid potentially harmful products being leaked into the surrounding environment or the air distribution system. When a rupture is detected, the Diaphragm Pump is automatically stopped, and an alarm can be generated.
This pump has been designed with an extra set of diaphragms that support the primary diaphragms, which helps detect any diaphragm rupture quickly and effectively. This prevents the leaking of products into the environment and air distribution system. Two different material options are available: HDPE/PTFE and Metal.
Typical applications for our Diaphragm Pump with Rupture Protection:









To support the safety features of the Rupture Detection Pump, we also offer pneumatic accessories that aid in the process, including the Guardian System, which was designed by Tapflo UK’s Technical Director and is now sold globally through the Tapflo network.
| Materials | Aluminium, Cast Iron, PE & PTFE, Stainless Steel AISI 316L |
| Max Capacity | 570 l/min |
| Max Pressure | 160m |
| Self Priming | Yes |
| Max Solids Size | 15mm |
| Max Temperature | 110ºC |
| Viscosity | 0-200+ cSt |
Max. Flow:
49m³/hr
Max. Head:
80m
Max. Temp:
100°C
Material:
Plastic
Max. Flow:
49m³/hr
Max. Head:
80m
Max. Temp:
110°C
Material:
Metal

Max. Flow:
49m³/hr
Max. Head:
80m
Max. Temp:
N/A
Material:
Metal

Max. Flow:
N/A
Max. Head:
N/A
Max. Temp:
N/A
Material:
N/A
Tell us what you need to pump and we will supply the solution!
Leave your contact number and our team will be in touch within 30 minutes!
If you have further questions, our Pump Specialists will have the answer. Please don't hesitate to get in touch:
Tel:
+971 4 2352717
Email:
sales@tapflogulf.com
Open hours between:
08:30-17:00 - Mon-Fri
